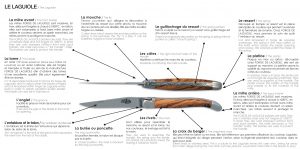
Parler jargon sans faire jargonner le couteau !
La fabrication d’un vrai couteau laguiole fait appel à plus de 40 étapes et un nombre impressionnant de termes techniques. Plongeons dans le jargon de la coutellerie traditionnelle.
Dans le terme « jargon » chante la langue étrangère et le gazouillis des oiseaux du moins du XIIe au XVIe siècle, autrement dit : l’inintelligible. Dans le même temps et partant de la signification première, le mot prend le sens plus précis de parler spécifique à une communauté. C’est alors le parler des savants, des alchimistes, des compagnons, marqué par une ambivalence ; langage d’initié, il peut se transformer en parler prétentieux.
La coutellerie et les couteliers sont riches de leur savoir-faire, de leurs gestes, de leurs mots et de leurs expressions, issus parfois d’univers différents.
Explorer la planète coutelière signifie passer du monde de la forge pour s’approcher de celui des orfèvres sans oublier les trésors d’expressions propres au monde de la coutellerie.
Dans la Forge…
On déroule la bobine d’acier puis l’on « tronçonne le crampon ». Soit, on redresse et on découpe le fil de l’alliage à la taille de la pièce à forger : c’est le crampon.
La préparation de la pièce et la chauffe est confié à un chauffeur appelé autrefois servant qui tend le lopin (crampon chauffé) à l’estampeur qui découpe la pièce au moyen des matrices gravées dans des moules en actionnant les presses à haute pression. Une fois l’estampe obtenue et le recuit (action de porter la pièce à une température plus basse pour la refroidir lentement- voir l’article Forge), c’est au découpeur d’intervenir pour détourer la pièce au poinçon et la débarrasser de la bavure d’estampage, (de l’acier en supplément). Puis c’est au repasseur d’intervenir pour aplanir, jadis la pièce était présentée au marteau et tenue à La main. C’est désormais, un bras articulé qui permet le repassage.
Après la trempe (traitement thermique du crampon par immersion), puis éventuellement un revenu (un deuxième recuit), le forgeron marque la lame et l’onglet éventuellement avec une presse. L’onglet est une encoche destinée à faciliter la saisie de la lame et à éviter à son propriétaire de se blesser. Les pliants Forge de Laguiole sont onglés.
Il s’agit, alors, d’attaquer l’émouture, on dit parfois émoulage. L’opération consiste à enlever de la matière du dos de la lame jusqu’au tranchant pour permettre de couper. A cette occasion se forme l’entablure, la ligne de démarcation séparant l’émouture du talon de la lame. L’opération est réalisée grâce à une machine spécifique : le Back stand.
Le Back stand est une ponceuse à bande, le nom dérive d’un terme anglais attesté dès 1810 dans les textes accordant des patentes pour fabriquer des machines. Il appartient à l’origine au vocabulaire du textile, désignant une pièce permettant d’effectuer le cardage de la laine. Le point commun avec la ponceuse de coutellerie ? Les bandes et la rotation. Il s’agit sans doute d’un déplacement de signification, reposant sur une ressemblance de forme et non sur une similitude de fonction ou d’utilisation.
Le Back stand sert à aussi à poncer les manches, dont nous parlerons plus en détail dans un prochain article de cet abécédaire anniversaire. Pour sa fabrication, celui-ci fait appel à des rivets, chevilles ou molletons, axes qui vont aussi servir à fixer les mitres : ces pièces en inox ou en alliage (laiton) visibles en tête couteau sous le ricasso (partie non affutée de la lame) et au « cul » du couteau. Décoratives, les mitres servent aussi à protéger le couteau en cas de chute.
Puis, le monteur insère le ressort (lisse ou guilloché, voir ci-dessous).
Le ressort est situé à l’intérieur du manche, le mot évoque le diablotin hors de sa boite mais la pièce n’a rien d’une spirale. Il s’agit en réalité d’un mécanisme mis au point progressivement du 16ème au 17ème siècle inspiré tout d’abord de la crémaillère des couteaux espagnols. Il est rendu possible par le métallurgiste anglais Benjamin Huntsman et sa technique de fonte de l’acier en creuset permettant ainsi de fabriquer des ressorts pour l’horlogerie comme pour les couteaux extrêmement résistant à la tension. Peu considéré dans son pays, c’est grâce aux couteliers français qui lui achètent son acier exporté que l’inventeur accède à la reconnaissance en Angleterre.
Guillochage
C’est la partie du travail de l’artisan-coutelier qui touche le plus à l’orfèvrerie : de par les outils utilisés et les techniques mises en œuvre lors du ciselage de la mouche.
Guillocher consiste à faire apparaître un motif sur les dos de la lame (appelé aussi faux-tranchant) ou du ressort à l’aide d’une lime ou d’un burin. Il peut être réalisé à la main ou à la machine.
En revanche on ne guilloche pas la mouche, (la partie plate du ressort qui assure l’appui et se situe à la tête du manche entre les mitres) on la sculpte selon la technique du « pris sur pièce » (création d’un objet à partir d’un bloc de métal décoré ensuite). Ainsi se transforme-t-elle bien souvent en abeille.
Assemblage et poncetage
La soie de la lame (partie plate) est introduite dans le manche, le monteur assemble les différentes parties du couteau et vérifie le poncetage, autrement dit le réglage du ressort. Il s’agit d’éviter que le la lame ne le touche afin de préserver la qualité du fil du tranchant.

Affûtage et lustrage d’une lame de laguiole traditionnel.
Affûtage et lustrage
L’une des dernières des 40 étapes qui ont marqué la fabrication du pliant signé Forge de Laguiole.
Désigné également sous le terme d’aiguisage, l’affûtage permet de donner à la lame, son tranchant utile. L’opération s’effectue sur le fil, autrement-dit l’arrête vive. Elle a pour objectif de réduire au plus tout arrondi même microscopique de cette partie et d’en faire disparaître les irrégularités et défauts.
Aiguisage
L’aiguisage se fait essentiellement par enlèvement de matière.
On commence par dégrossir la lame avec une pierre de taille conséquente, à choisir en fonction de la dureté de l’acier de la lame selon l’échelle de Rockwell.
L’échelle de Rockwell (HRC) est une échelle mesure utilisée pour quantifier la dureté de l’acier. Pour couper, une lame doit être dure mais une dureté trop élevée la rend plus fragile. A l’inverse, une dureté trop basse la rend souple mais affecte la qualité de son tranchant.
Puis on procède à l’affinage du fil au cuir, (le plus souvent au Back stand).
C’est ensuite le contrôle qualité. A la Forge de Laguiole, nos couteliers procèdent ensuite à un nettoyage précis et minutieux. Pour ce faire, ils opèrent avec un bac à ultrason similaire à celui utilisé en bijouterie. Si le moindre problème est détecté, le couteau sera automatiquement renvoyé pour la remise en état.
A la FORGE DE LAGUIOLE on jargonne le couteau mais on ne barguigne pas sur la qualité !





 Il a été acquis pour 5 600 € auprès de l’étude Pierre Bergé et Associés.
Il a été acquis pour 5 600 € auprès de l’étude Pierre Bergé et Associés.

















